Réalisation d’un pilier sur Tour Schaublin 70
Outils nécessaires :
- Porte outil avec burin à droite
- Porte outil avec burin à gauche
- 2 queues de foret de même diamètre
- Foret Ø 0.48 / 0.68
- Tarauds S0.6 S0.8


Mise à hauteur des burins
Sur un morceau de laiton martyr, je taille une pointe au burin à main, puis règle la hauteur des burins afin qu’ils usinent parfaitement au centre de la matière.

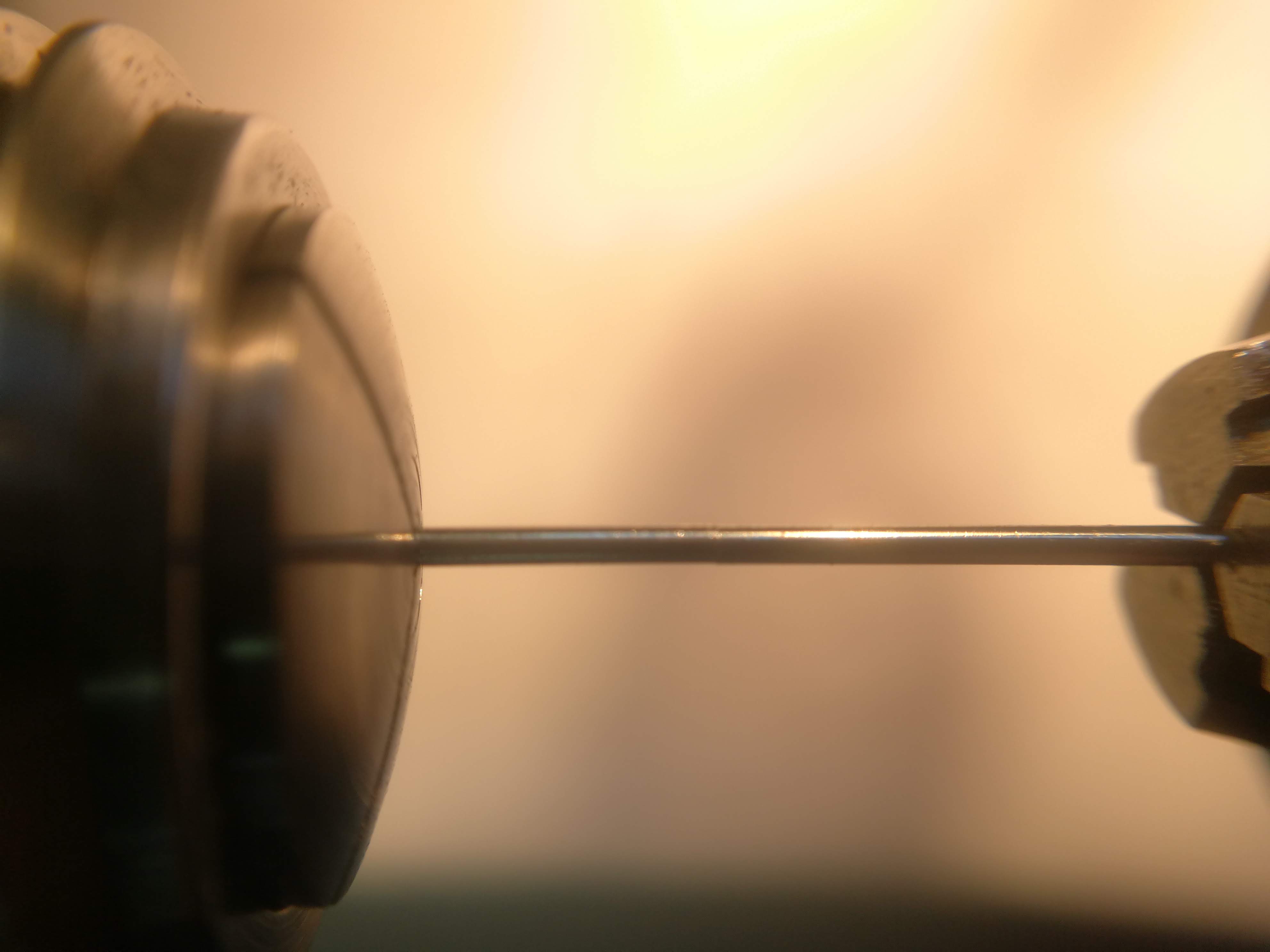
Réglage de la poupée de perçage
J’utilise deux queues de foret cassées en carbure de Ø1. Une est placée dans une pince sur le tour et l’autre dans la broche de la poupée de perçage. Après l’avoir fixé au banc, j’approche le morceau de carbure de son jumeau dans la broche.
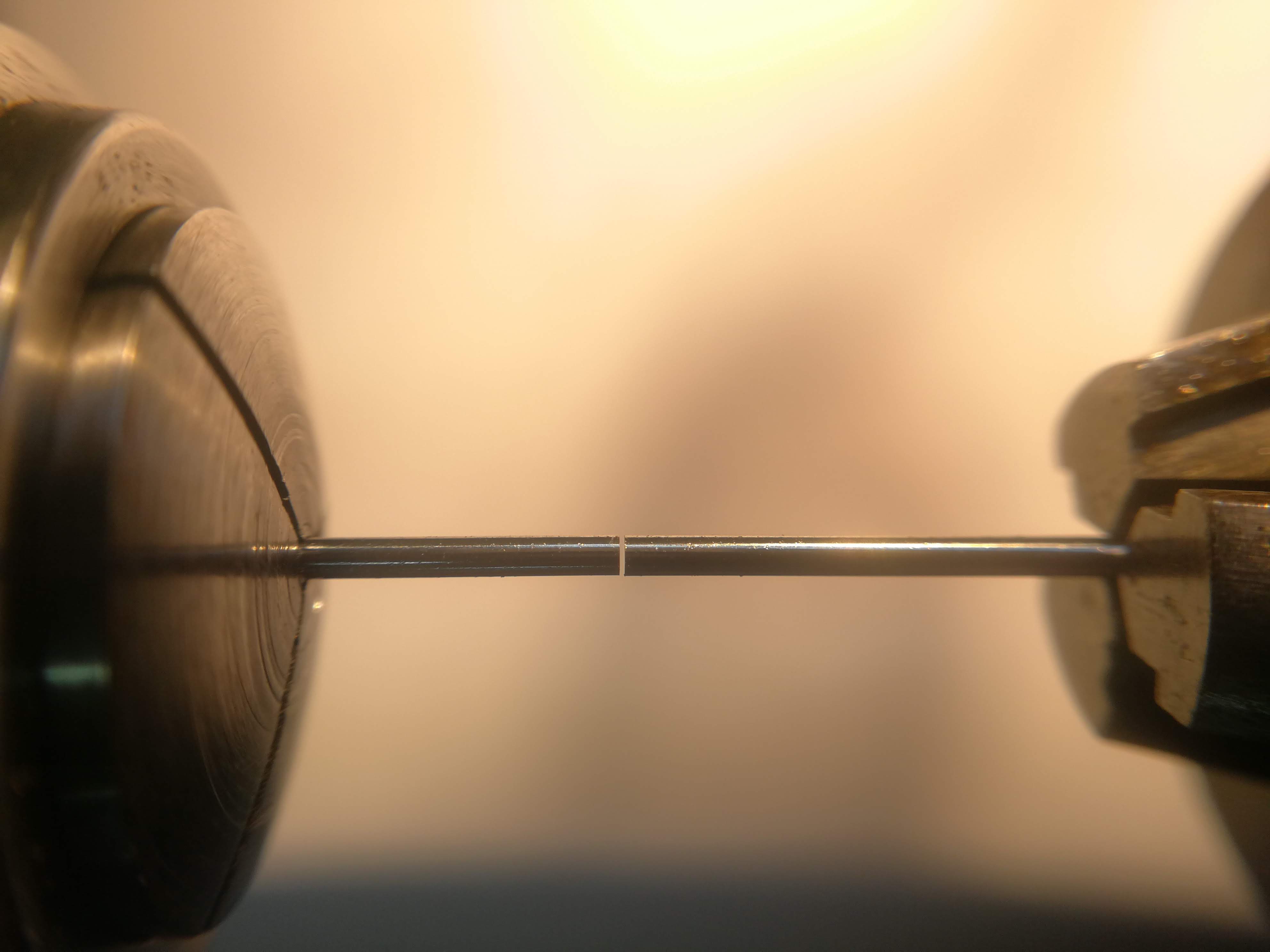
Personnellement je n’ai pas constaté de défaut de centrage sur l’axe Z, en cas de défaut il faut jouer avec le positionnement de de la broche dans la poupée en la tournant

Contrôle du centrage en Y : j’ai constaté un défaut, pour le corriger je glisse un morceau de papier sur le flanc entre le banc et la poupée. Cette opération peut nécessiter quelques ajustements entre l’épaisseur du papier et de son positionnement.


Perçage pour filetage S0.6
0.6 x 0.8 = 0.48 (S -20% de sa valeur)
0.48mm sera le diamètre du foret avec lequel je dois percer afin de pouvoir fileter du S0.6
Pointage du trou au burin à main

Perçage Ø0.48
Taraudage S0.6, le taraudage est réalisé au début car c’est une étape « dangereuse », de ce fait si le taraud casse vous n’avez pas perdu votre temps à usiner vos autres portées, de plus tarauder peut légèrement augmenter le diamètre si l’épaisseur entre l’extérieur de la portée et l’intérieur du perçage est faible.

Je taraude à la main aidé d’un porte burin à main.
Usinage des premières portées
Avec un burin à gauche
Après avoir tangenté la pièce en X et Y je peux commencer à usiner.
Ø0.9 L0.2
Cette portée guide le pont de cage. Pour atteindre le bon diamètre j’avance délicatement en Y et avance jusqu’à 0.19 mm en X jusqu’à obtenir le diamètre souhaité. Plus je m’approche du diamètre souhaité plus je fais des petites passes pour ne pas me louper et pour obtenir un bon état de surface.
Une fois celui-ci obtenu j’avance le burin jusqu’à 0.21 mm (sans ressortir en X), recule puis avance à 0.20 mm et sort en X. Ceci va créer un léger creux qui empêchera la présence d’un petit chanfrein et garantira un appui parfait pour le pont qui sera guidé en rotation et en appui sur le piler de cage.
Usinage des portées suivantes.
Ø1.5 L2.29 mm
Le diamètre 1.5 me permet d’avoir un bon appui pour le pont mais aussi il a été choisi car je dispose d’une pince de Ø1.5, ce qui me permettra de mettre en pince cette portée.
Ø2 L0.5 mm
Je ne peux réaliser que le diamètre car la portée suivant est inférieur à 2mm, je dois donc changer de burin.

Je suis arrivé au moment où je dois changer utilisé un burin à droite. Après l’avoir correctement fixé sur le chariot, je viens tangenter en Y sur un diamètre et en X sur la dernière portée usinée. Pour m’aider j’utilise un morceau de papier blanc, c’est cette portée qui devient le point de référence pour la suite de l’usinage
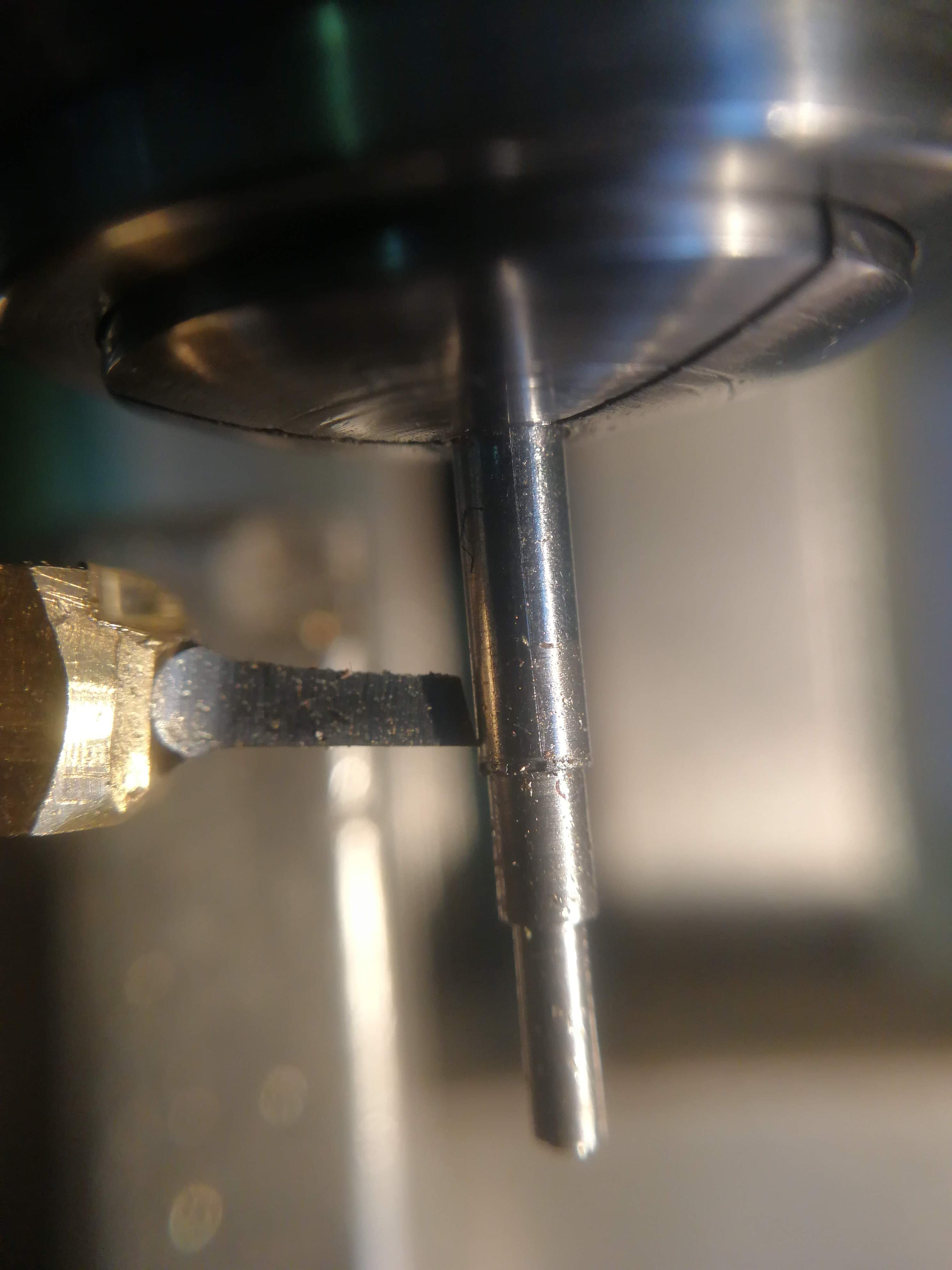
L’épaisseur de la portée est de 0.5 mm j’avance de 0.52 mm afin de garder 0.02 mm de passe de finition une fois le bon diamètre obtenu. J’effectue la même action que précédemment en reculant en X jusqu’à 0.49, je ressors et avance à 0.50 mm et ressort en Y. Car cette portée sera guidée en rotation et en appui sur la platine.
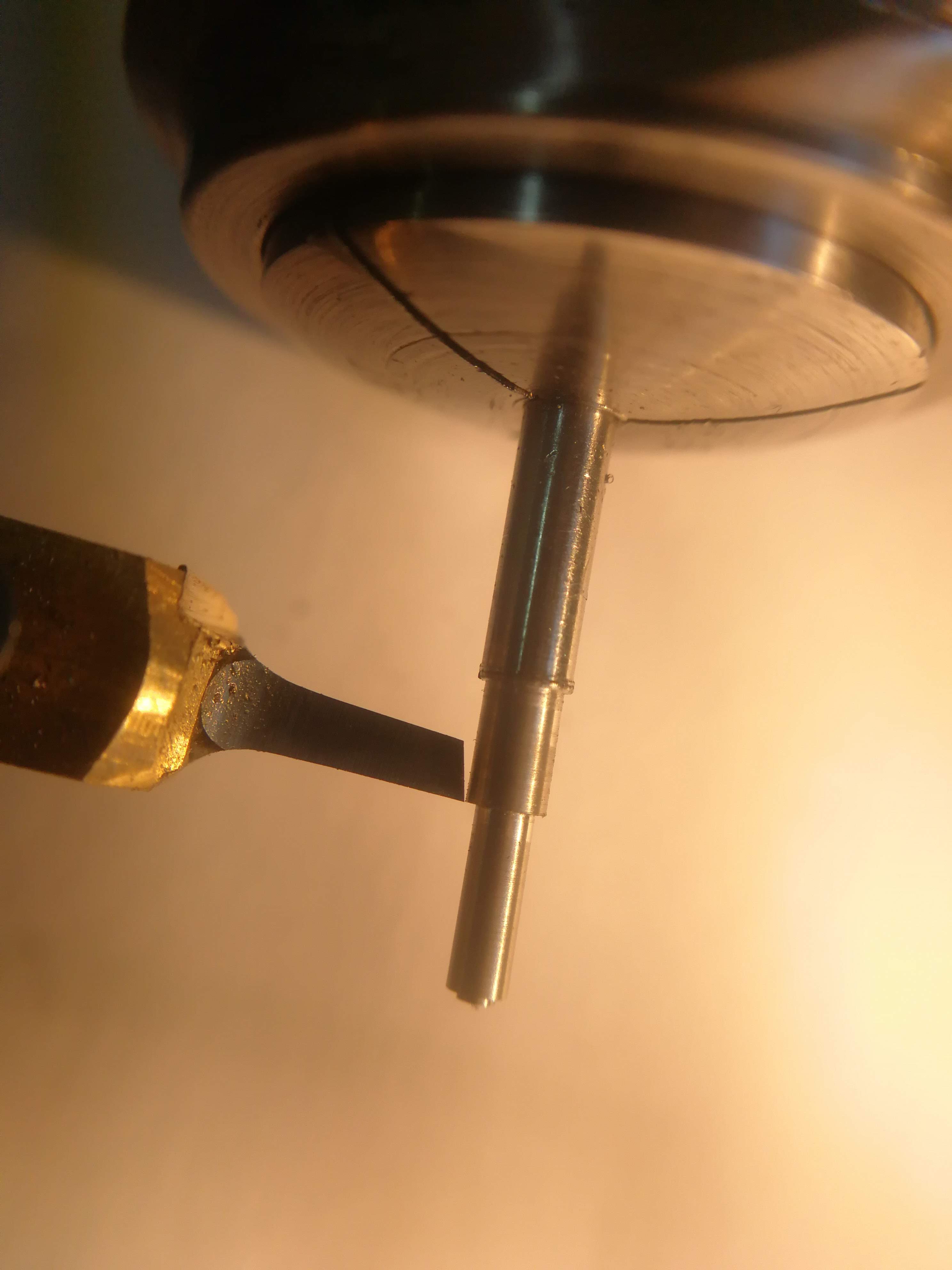
Avant de tronçonner je casse les angles vifs au burin à main et j’en profite que la pièce soit sur le tour pour faire les finitions.
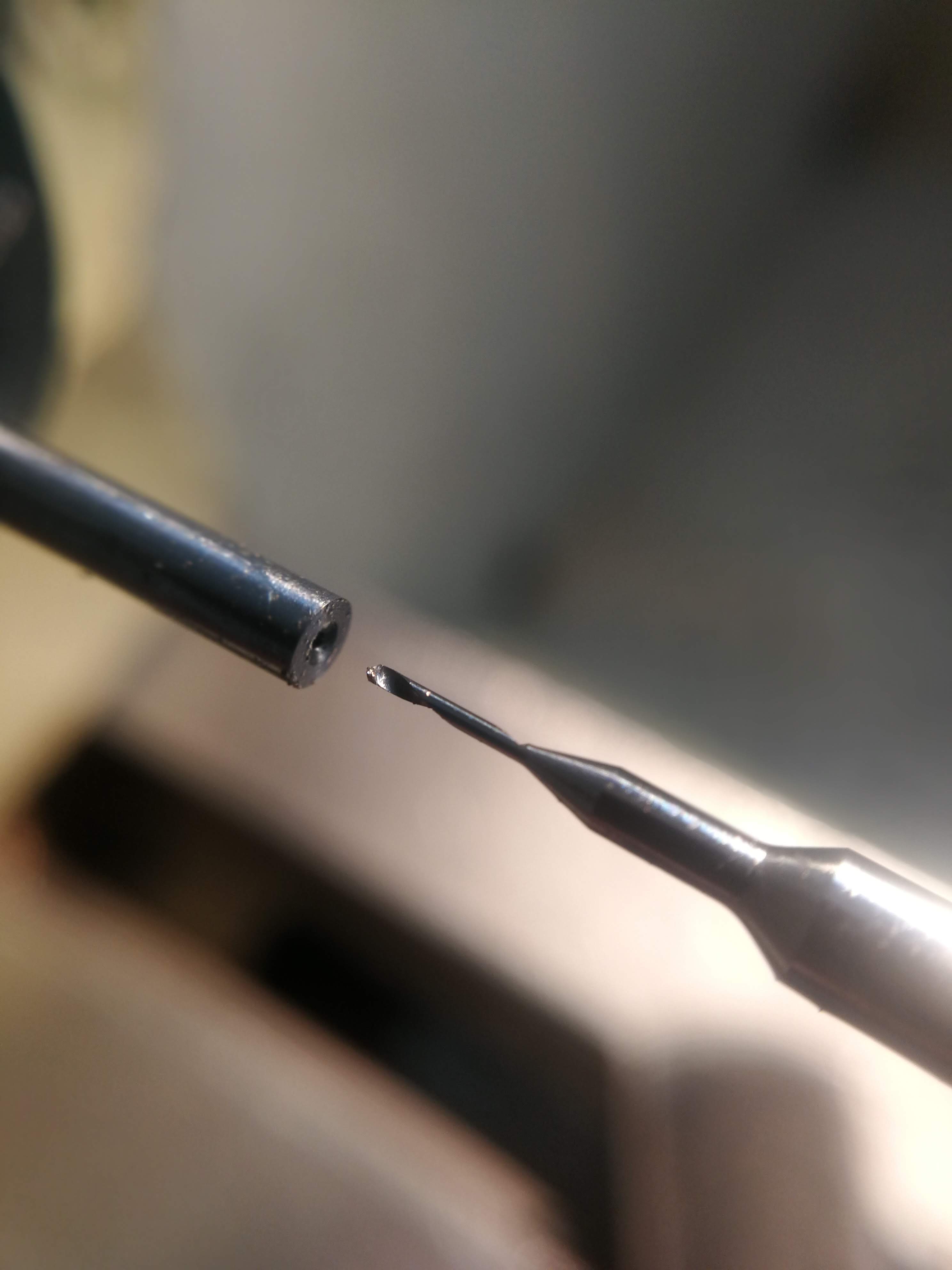
Puis je viens délicatement tronçonner le pilier, la longueur de la portée est de 2.15mm j’avance donc de 2.25 pour me laisser une marque pour pointer. Lorsque je m’approche de la fin du diamètre je plie légèrement le pilier pour ne pas qu’il saute si je tronçonne entièrement la matière.

Avant de remettre la pièce dans la pince je mesure la hauteur de la dernière portée usinée sur un comparateur, je soustrais la valeur souhaitée à celle mesuré (ex : 2.25-2.15 = 0.1), une fois tangenté il me suffira d’avancer de 0.1 mm
Je retourne la pièce et pince la portées usinées de Ø1.5, je pointe au burin à main puis perce avec un foret Ø0.64 pour ensuite tarauder du S0.8 (S0.8 x 0.8 = 0.64).
Voilà un pilier usiné est prêt à être assemblé.