Cette année, le boîtier est un élément que l’on devait nous même fabriquer dans les ateliers du lycée. La carrure, réalisée dans de l’acier inoxydable 316L, comporte 3 étapes de fabrication.
Voici les étapes de fabrication au tour Schaublin :
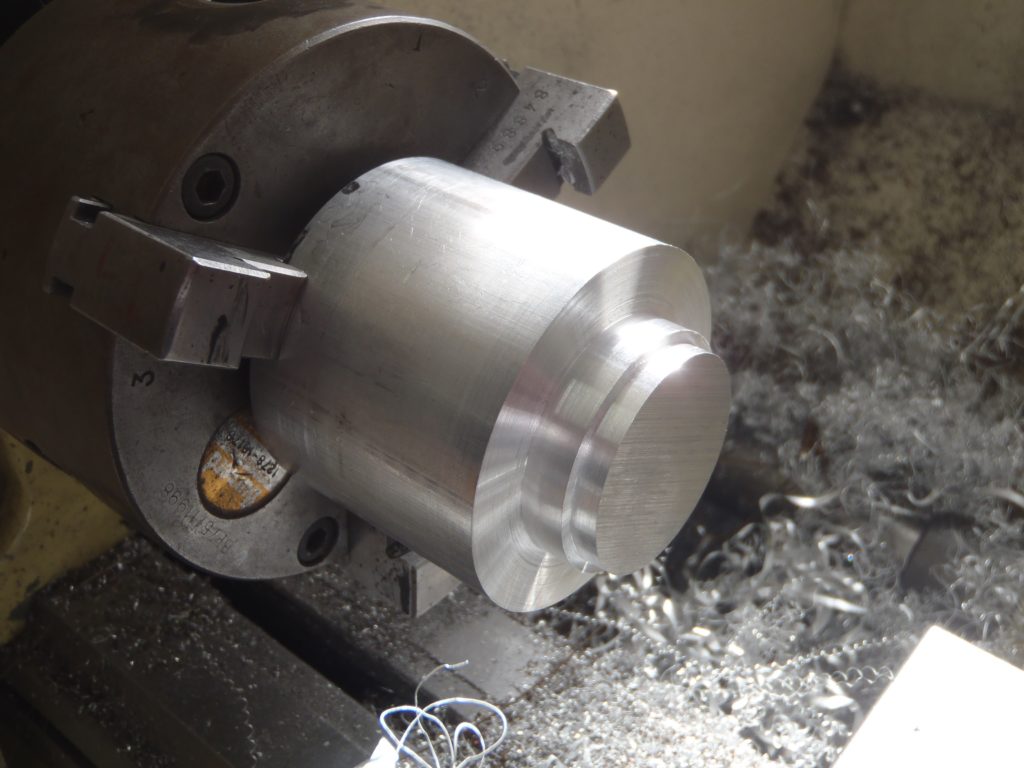
Dans un premier temps, j’ai usiné au tour Schaublin le côté intérieur du boîtier, où sera installé le mouvement de la montre, avec un burin carbure installé sur le chariot du tour. Avant de passer à la prochaine étape, j’ai vérifié que la platine rentrait correctement à l’intérieur en rectifiant les côtes si besoin.

J’ai fabriqué un posage en aluminium pour pouvoir coller la carrure par l’intérieur et usiner sa forme extérieur toujours avec un burin carbure installé sur le chariot. La forme des cornes est réalisée à l’aide d’un burin carbure à main.

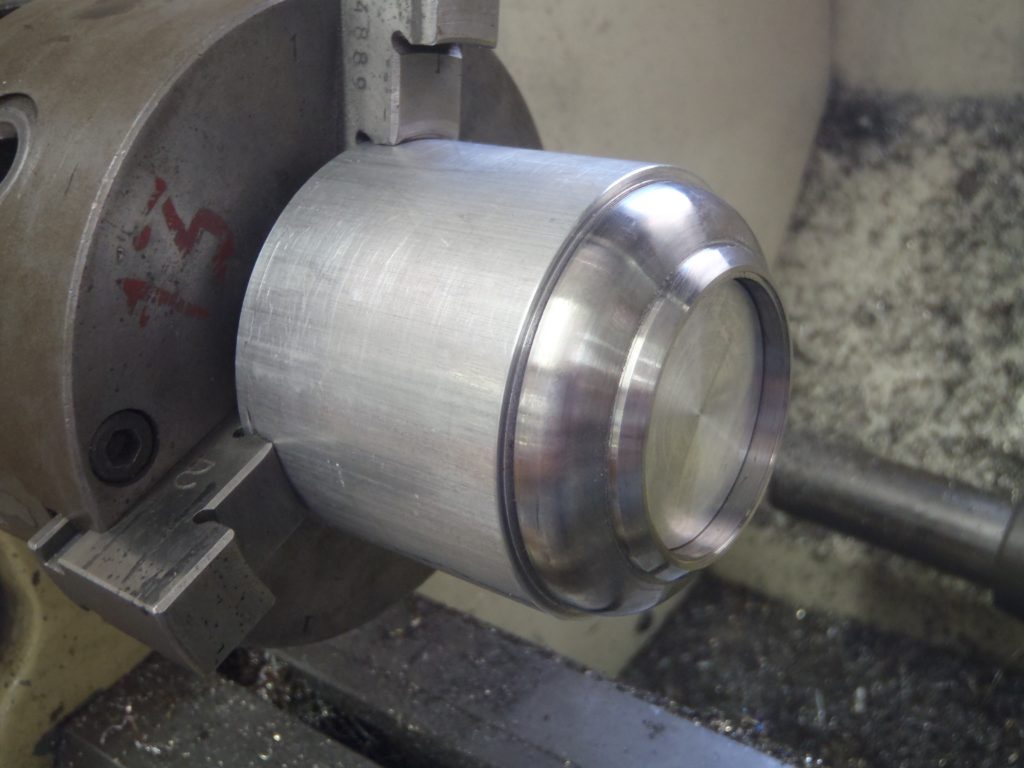
Par la suite, j’ai décollé la carrure du posage pour le retourner et former l’arrière des cornes avec le dernier outil utilisé.

Étape de fabrication à la pointeuse :
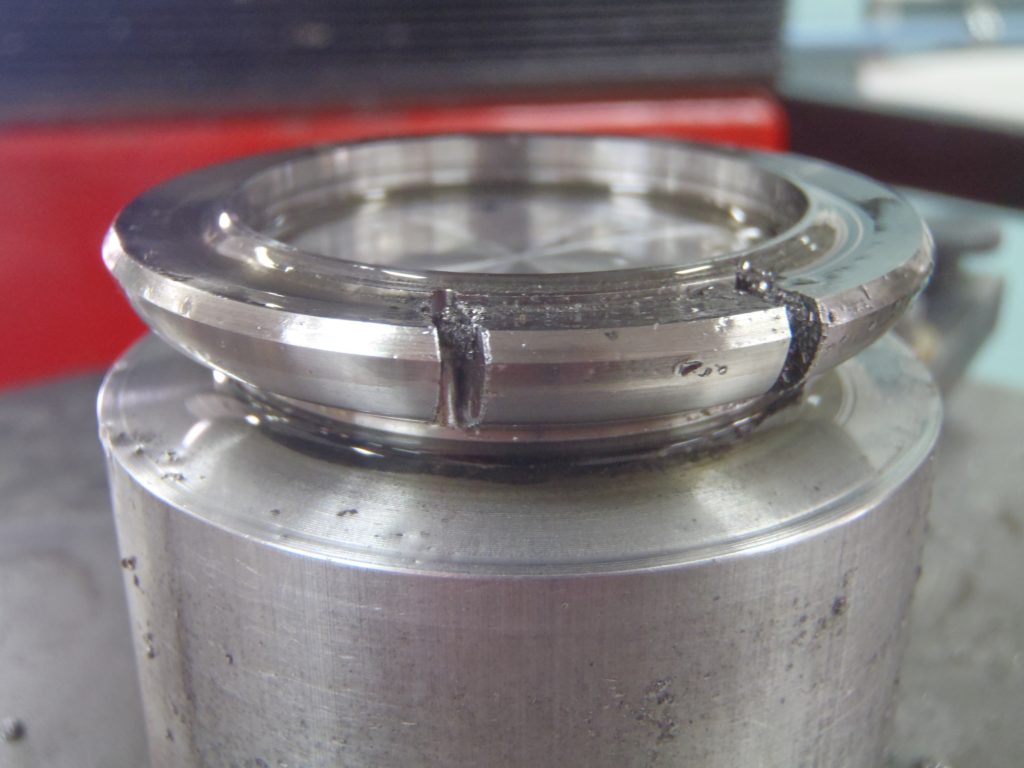
La pointeuse va me permettre d’usiner le contour extérieur de la boîte, soit de réaliser la forme final des cornes. Après avoir réglé le zéro de la pointeuse et installer la carrure au centre de cette dernière, je vais commencer à usiner les entre-corne (zone où se trouvera le bracelet) à l’aide d’une fraise carbure Ø2,00 mm. L’usinage s’effectuera en déplaçant le plateau en X et Y. Les passes de la fraise doivent être au maximum de 0.5 mm et son déplacement doit être lent pour des questions de sécurité et pour éviter que la fraise ne casse.

Pour retirer le bloc d’acier, l’usinage s’effectuera à l’aide du plateau tournant toujours en réalisant des petites passent et en tournant le plateau très lentement. J’ai ensuite tourner le plateau de 90° pour répéter les deux dernières étapes 3 fois.


Pour former la courbe des cornes, j’ai pointé 4 repères avant de me centre sur l’un de ces derniers. J’ai décalé la fraise au rayon correspondant à la courbe avant d’usiner avec l’aide du plateau tournant. L’étape a été répété 3 autres fois.



Perçages à la dremel :
Après avoir décollé la carrure du posage, j’ai tracé des repères sur les cornes, puis pointé au pointeau pour pouvoir percer à la dremel (petit perceuse à main) avec un forêt de Ø0,80 mm.



Il ne reste plus qu’à faire les finitions et le fond de boîte.