Fabrication d’une clé de remontage
La clé de remontage fabriquée se rangera vissée dans la carrure à la place de la couronne (sur une montre à remontage par tige). Cela permet de l’avoir toujours à porté de main et cela évite d’avoir une boite sans couronne, ce qui choque au premier regard.
La clé sera en acier 316L, comme le reste de la boîte, pour une plus grande solidité et sera plaqué en PVD noir.
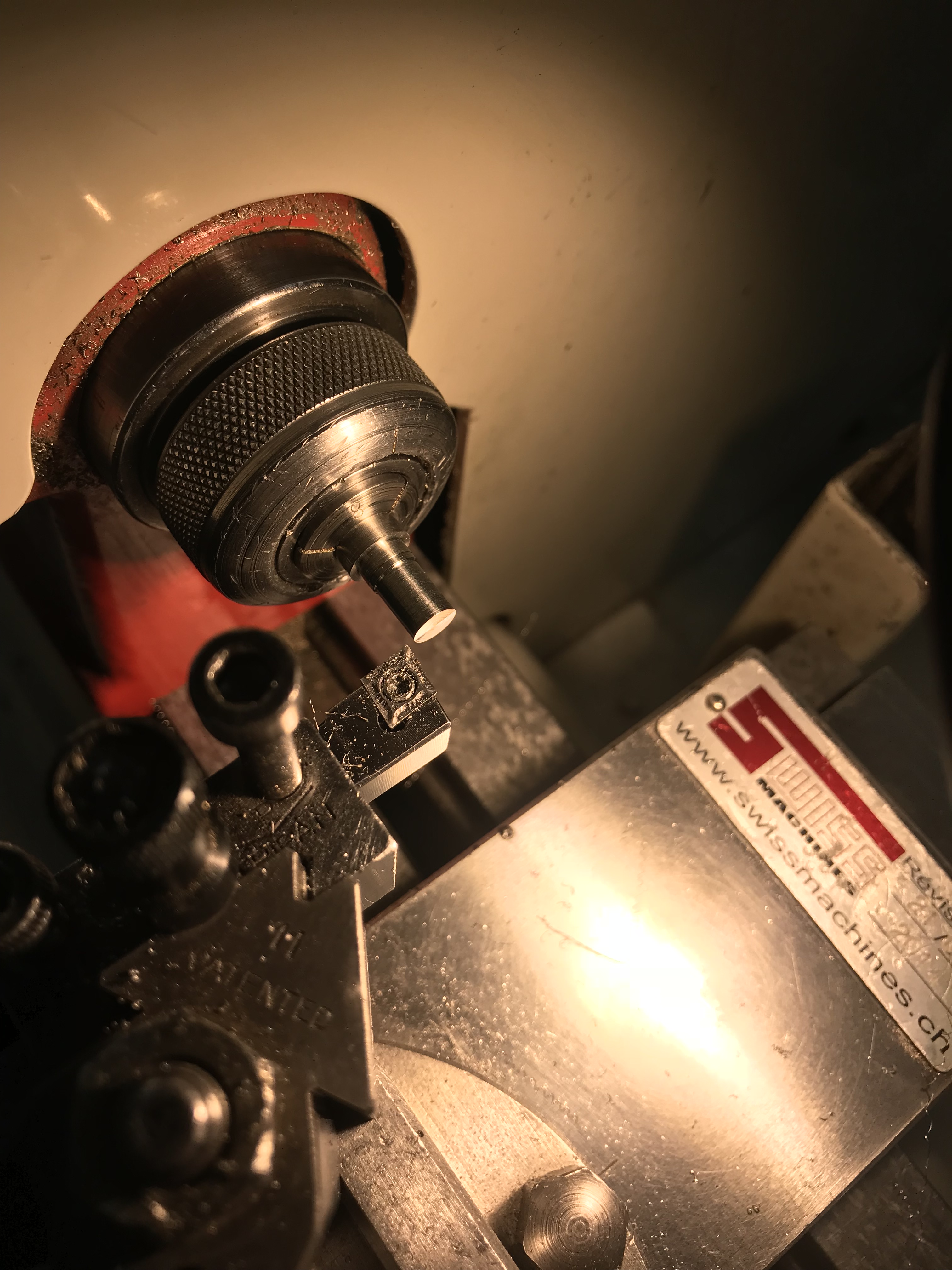
Un brut est tourné sur le tour Schaublin 102 dans une barre de ø12. Une portée de ø8 est réalisée afin d’aller dans la pince du tour Schaublin 70, l’autre portée fait 6mm de diamètre afin d’avoir moins de matière à enlever (le diamètre final fait 5.5mm).

Le diamètre de la couronne est ensuite tourné au diamètre final (5.5mm) ainsi que le premier épaulement qui sera fileté.
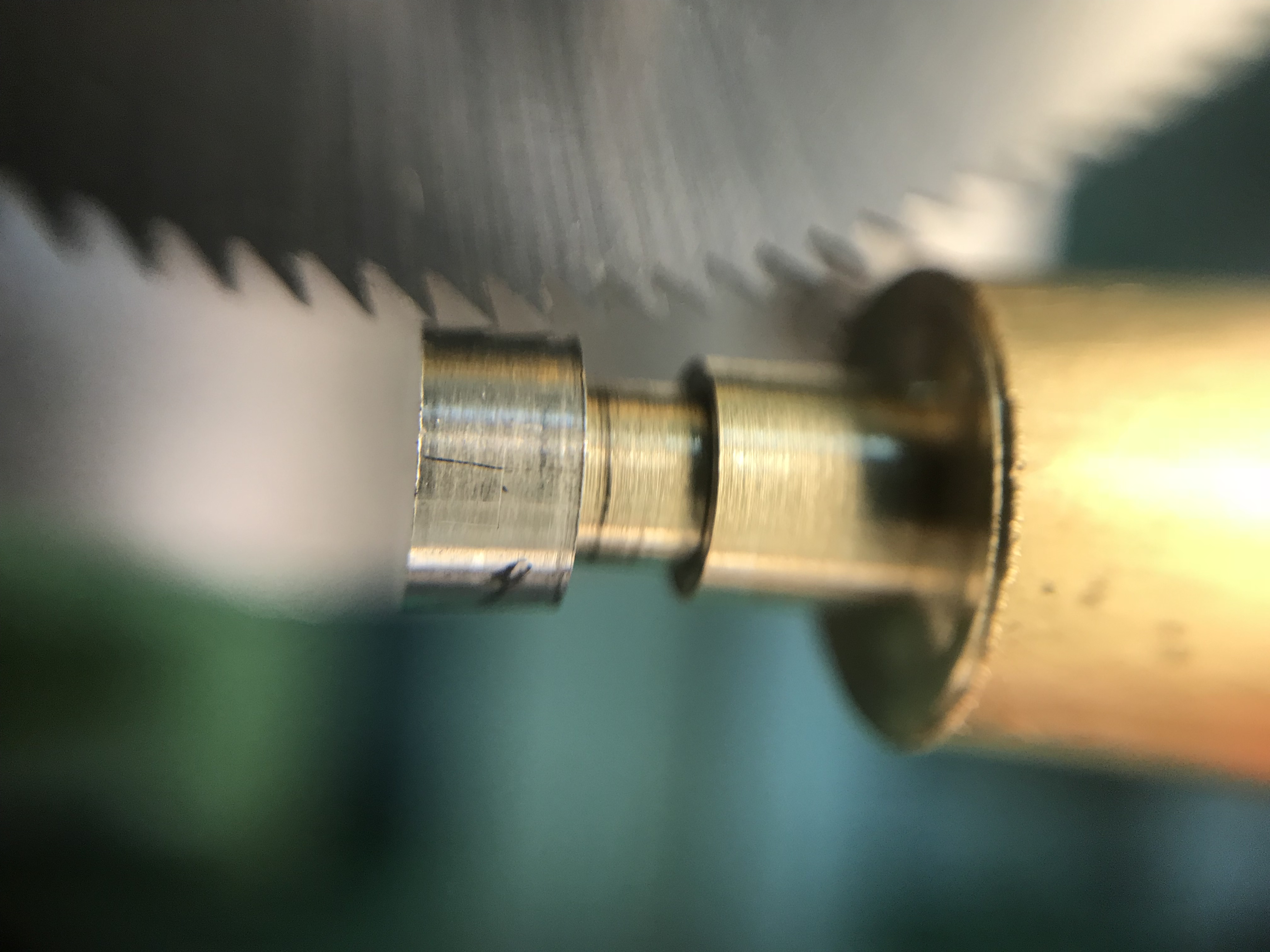
La tige est filetée, il faut laisser un grand cône afin que la filière accroche bien la matière et pour pouvoir supprimer le début de filetage.



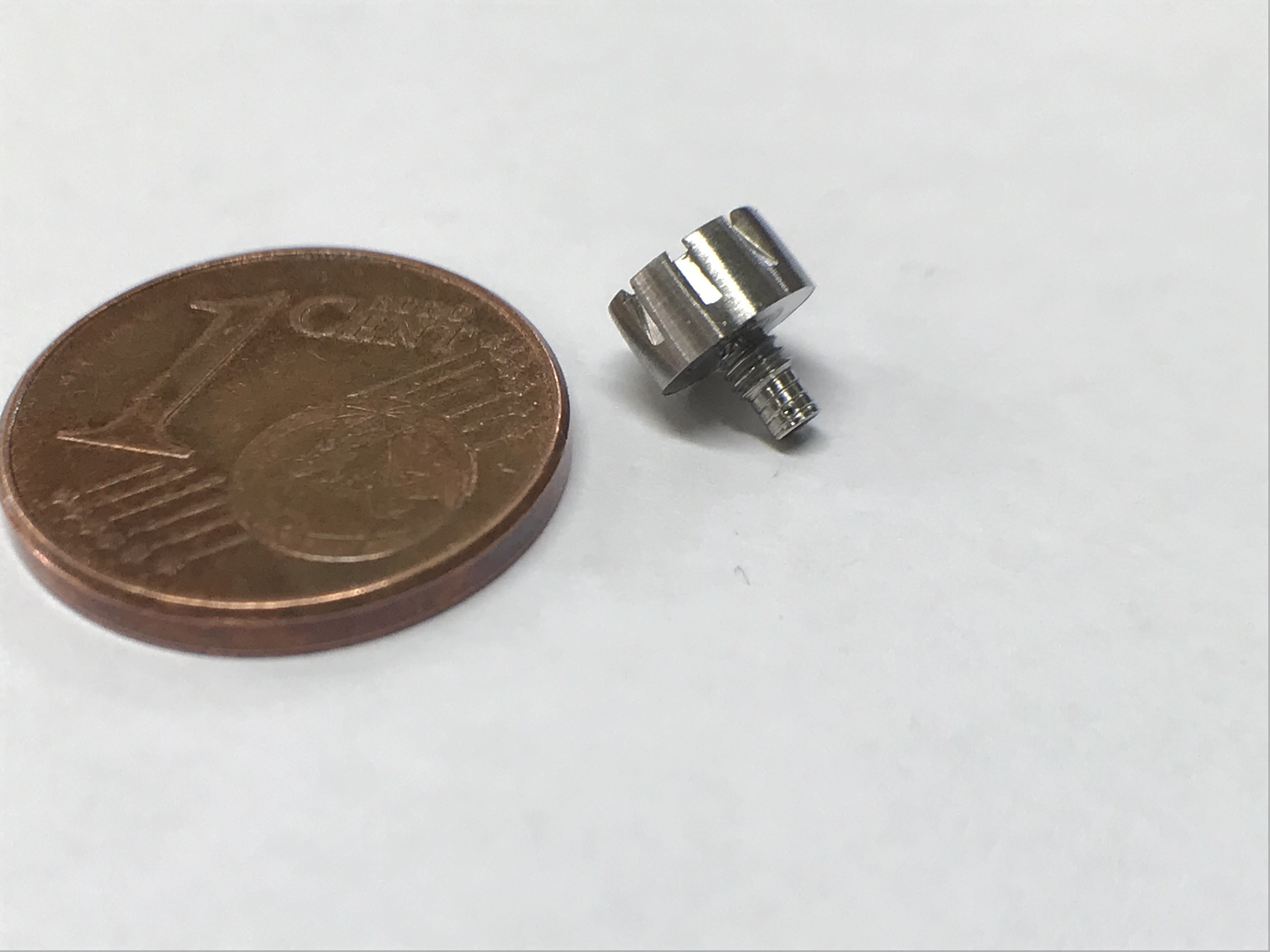
Le second épaulement, qui viendra dans les tubes de remontage et de mise à l’heure, est tourné à son tour. Il est également mis à longueur.

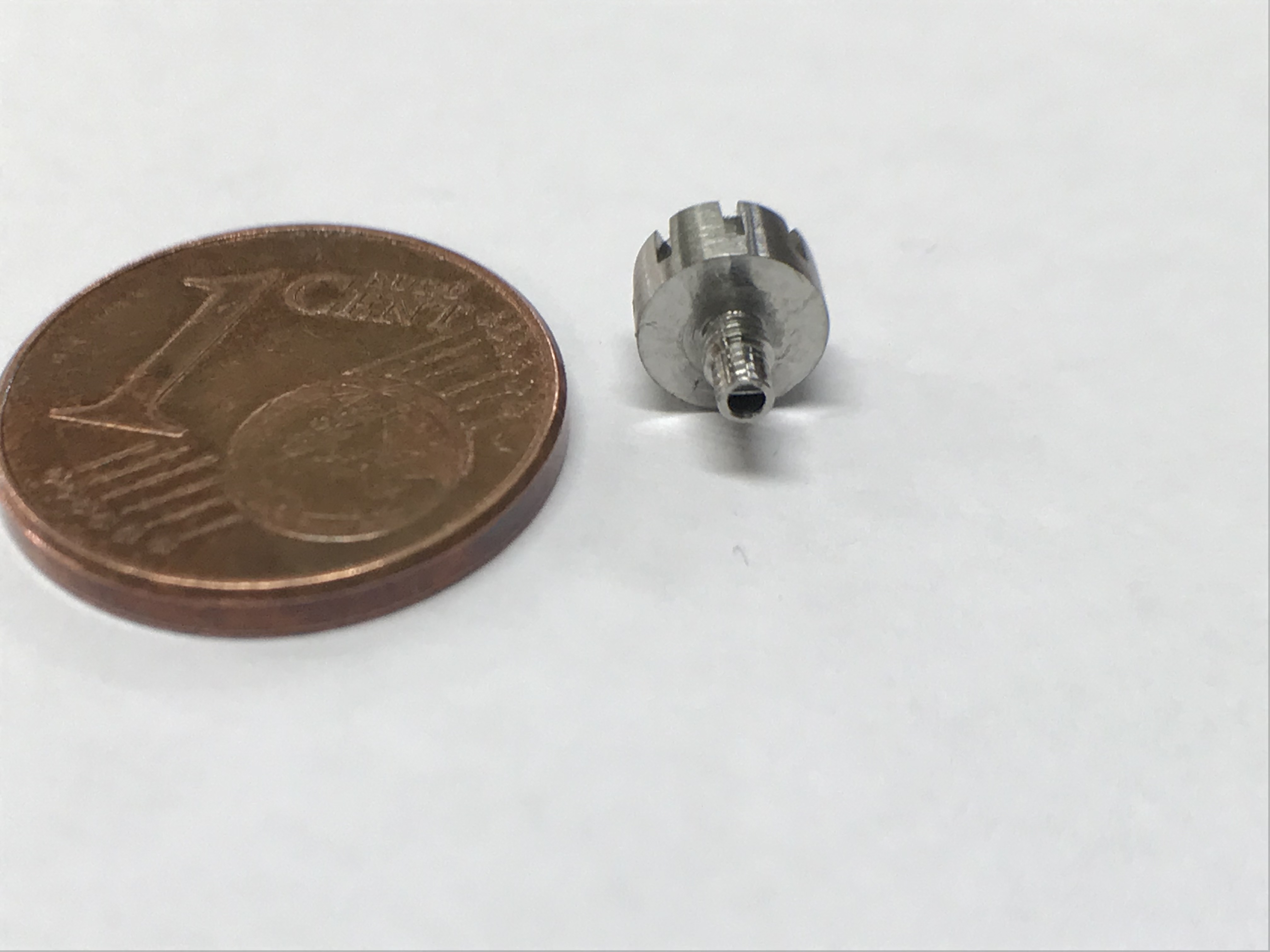
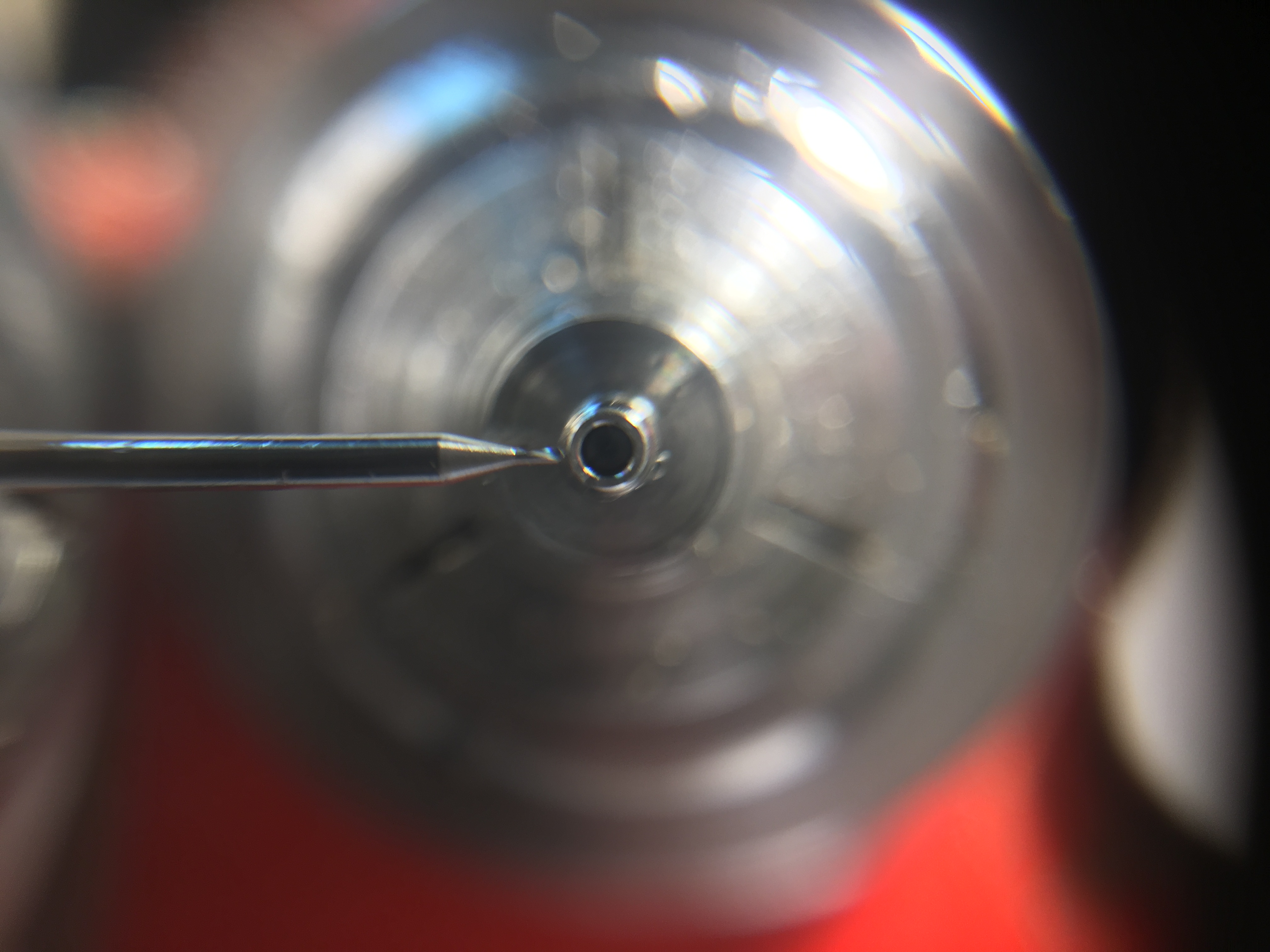
Le trou (qui servira au passage de l’axe) est perçé, après un pointage au burin à main.
Le trou pour la goupille (0.3mm) est perçé à l’aide d’un dispositif de perçage.
Pour régler la hauteur, la pièce est affleurée avec le début de la queue du foret et à l’aide d’un papier de cigarette, jusqu’à ce qui soit pincé. Il suffit ensuite de le descendre de l’entraxe queue de foret-pièce pour être à hauteur de l’axe.
La même démarche est répétée au bout de la pièce afin de pouvoir ensuite se décaler de la bonne distance (rayon du foret et distance réelle) le long de la pièce.
Il ne reste enfin plus qu’à perçer. Le foret étant assez court, il faut utiliser un plateau diviseur afin de tourner le cylindre d’une moitié de tour pour perçer des deux côtés.
La pièce est tronçonnée de longueur un peu plus grande que la côte finale.
Un support en laiton est tourné puis taraudé pour pouvoir usiner l’autre côté de la clé. Celle-ci sera vissé et collée dedans.
Puis la couronne est dressée à la bonne longueur.


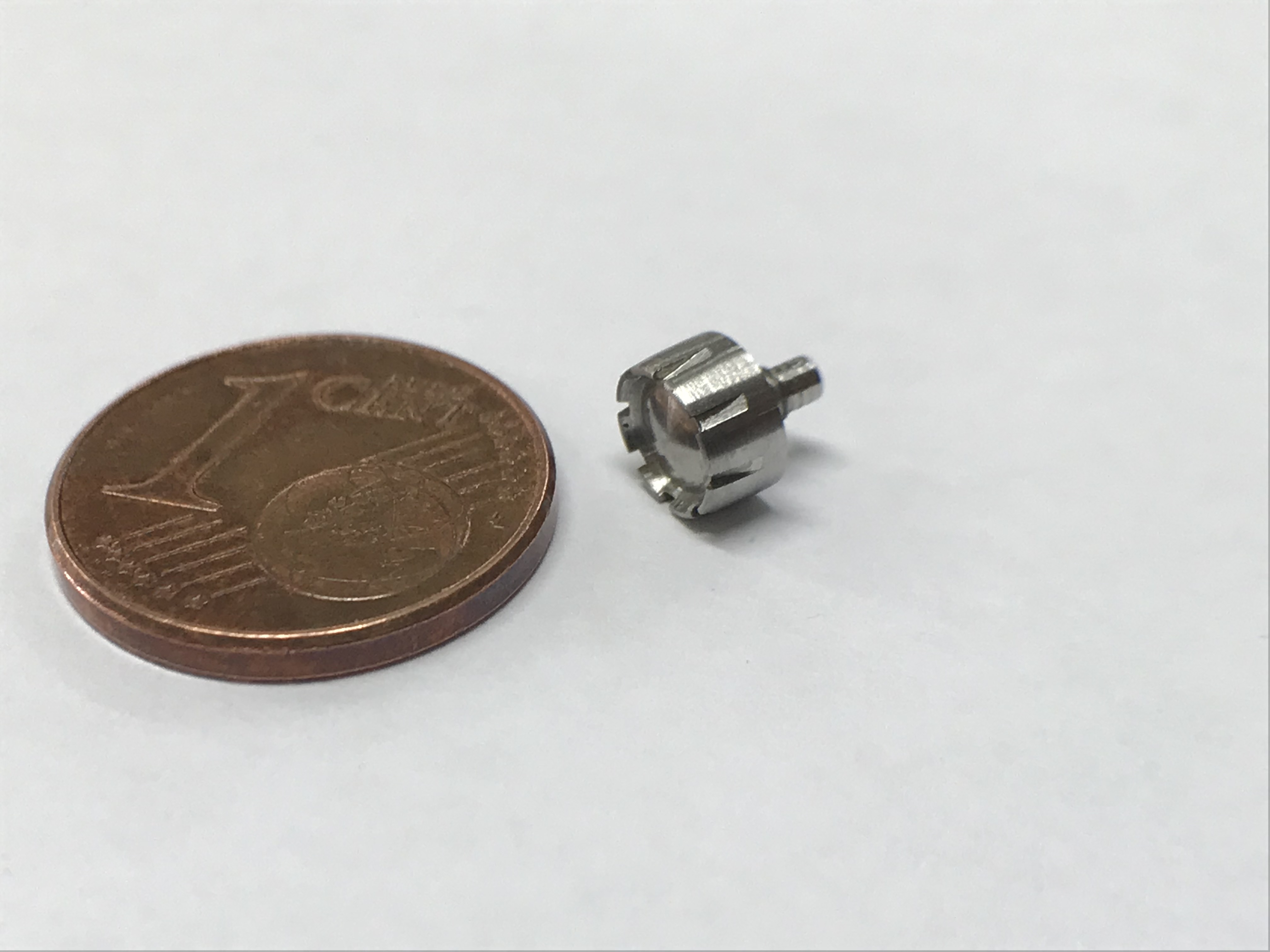
Une fraise à tronçonner est utilisée pour faire les cannelures de la couronne.
Il faut d’abord la centrer sur l’axe en la mettant à fleur avec un papier cigarette et en la décalant de la moitié de l’épaisseur de la fraise + le rayon.
La fraise est ensuite réglé à zéro sur le dessus et l’avant du cylindre afin de la déplacer précisément en x et y.
Il suffit d’un plateau diviseur avec un nombre pair pour faire les 8 cannelures (60/8=7.5 donc 7 tours et demi par cannelure).




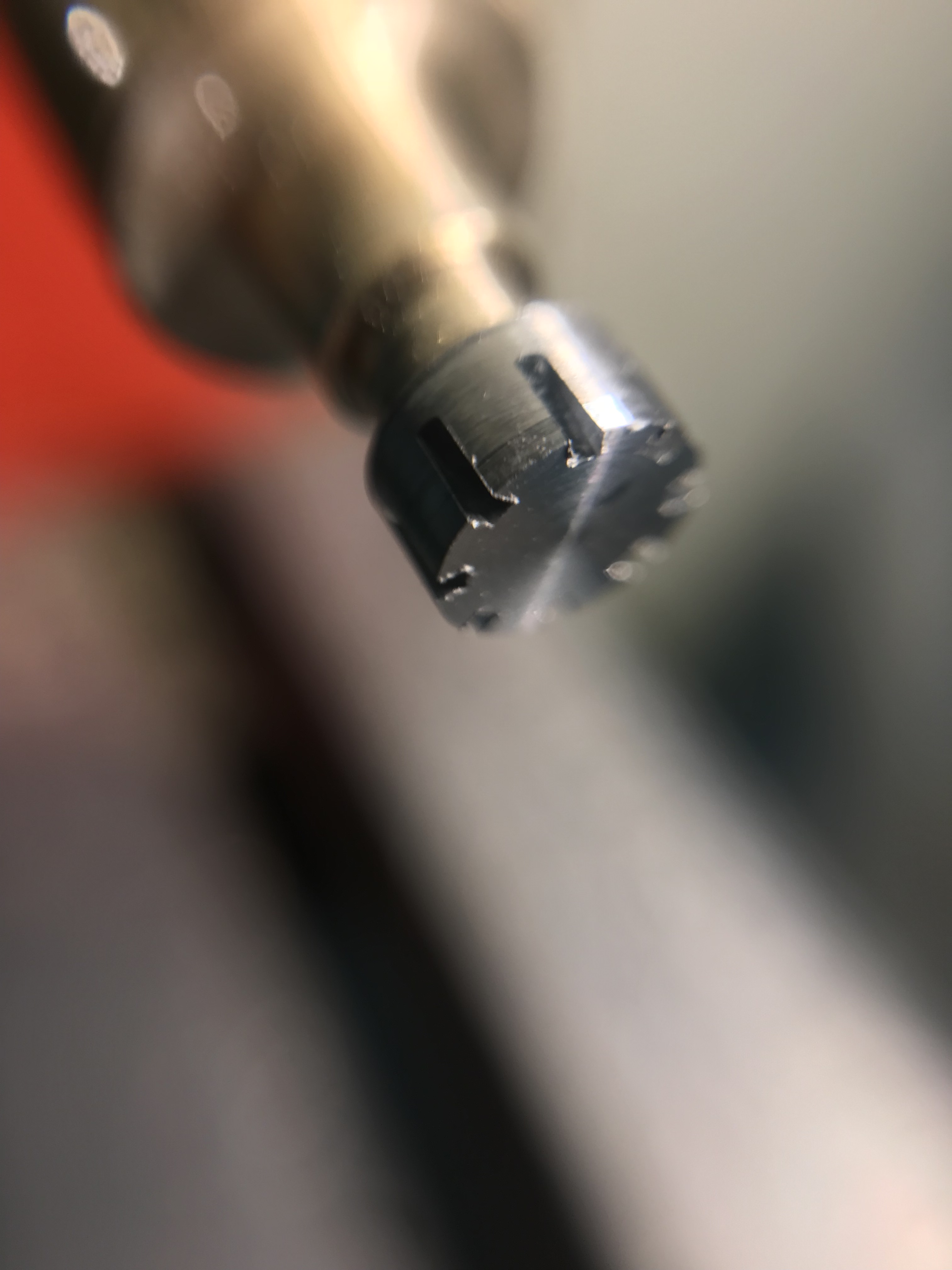
Il ne reste ensuite qu’à donner la forme de la couronne à l’aide d’un burin à main et de l’adoucir au papier PSA.

La goupille est enfin chassé et la clé est prête à l’emploi.