Le poli bloqué
En cette 6ème année d’horlogerie, nous explorons encore plus loin le domaine des finitions horlogères, ou la manière de transformer une pièce mécanique en chef-d’œuvre artistique. Les finitions d’une montre, quelles qu’elles soient, a pour seul but d’être esthétique et caractérise le niveau de prestige de l’objet. Ici, je vais vous présenter une méthode de finition faite à la main qui démontre l’attention portée à l’objet, méthode que l’on appelle poli bloqué.
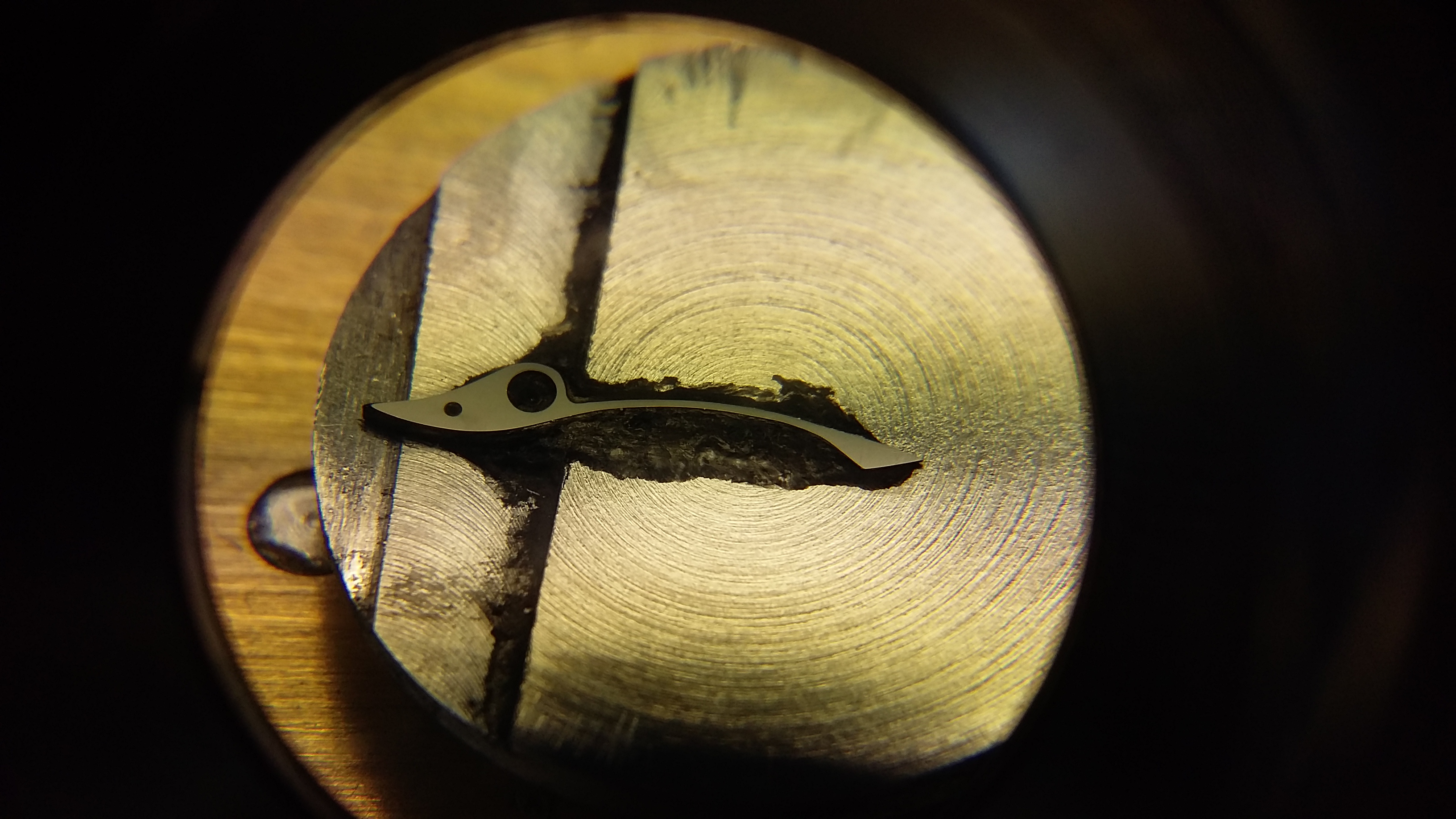
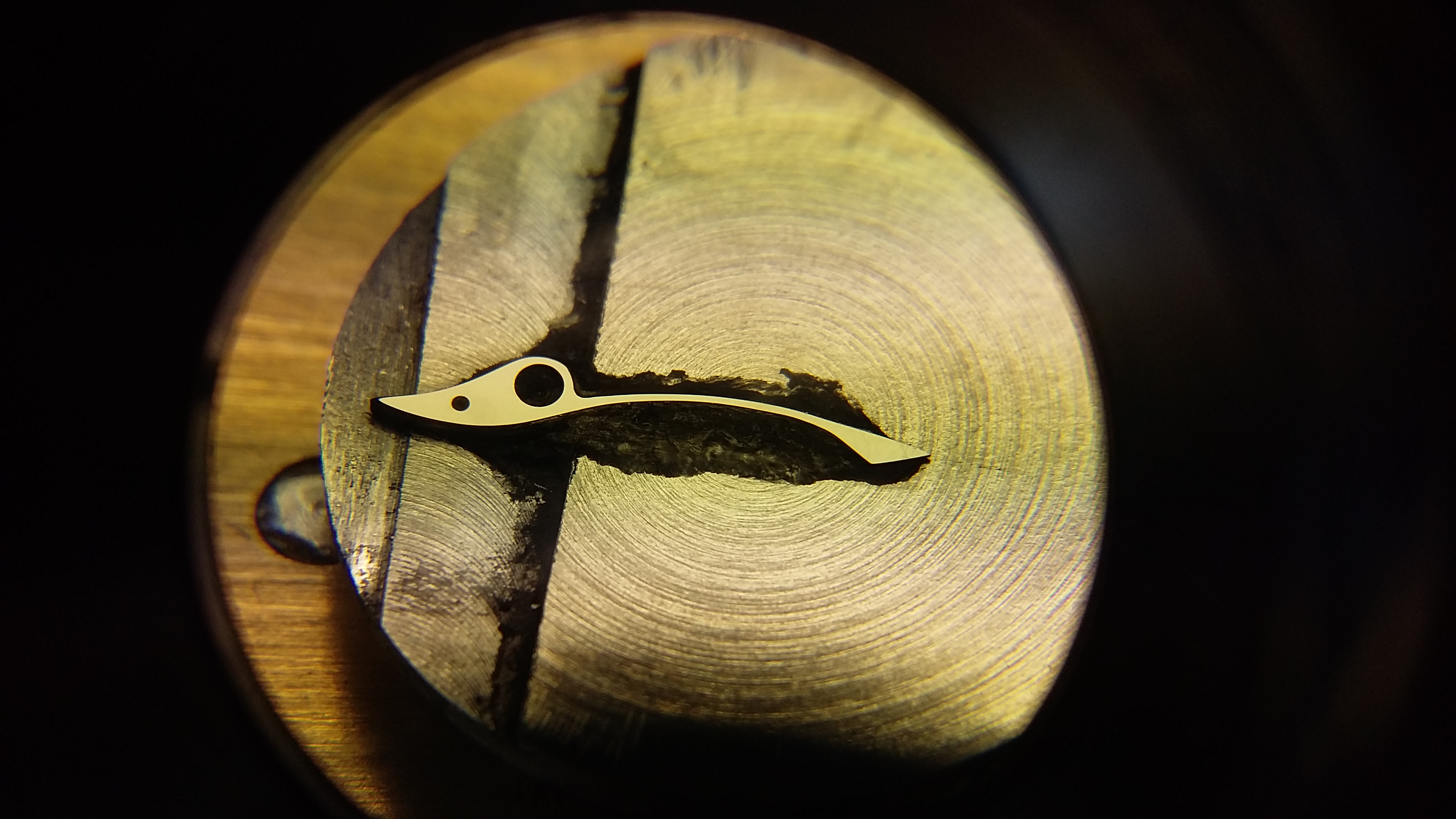
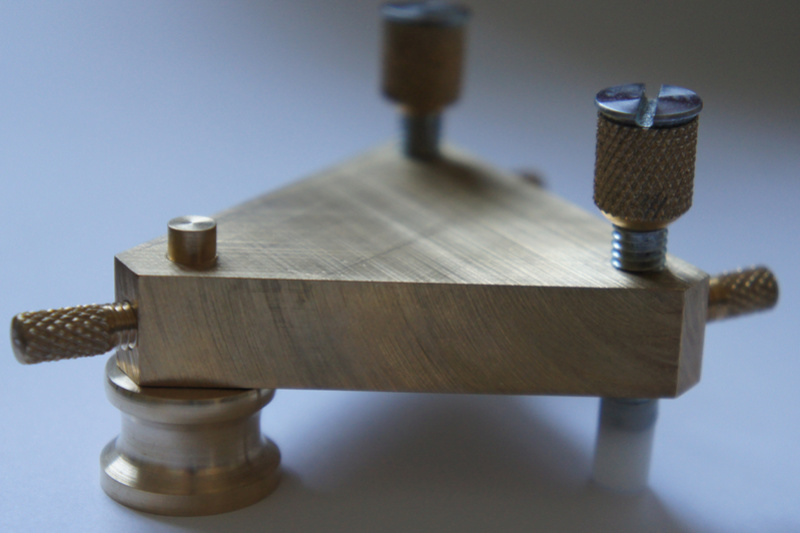
Le poli bloqué, poli noir ou encore poli miroir peut rendre noir, gris ou blanc selon l’angle de vue. N’importe quelle pièce peut être travaillée par cette méthode. En revanche, il est nécessaire d’utiliser un outil appelé tripode.
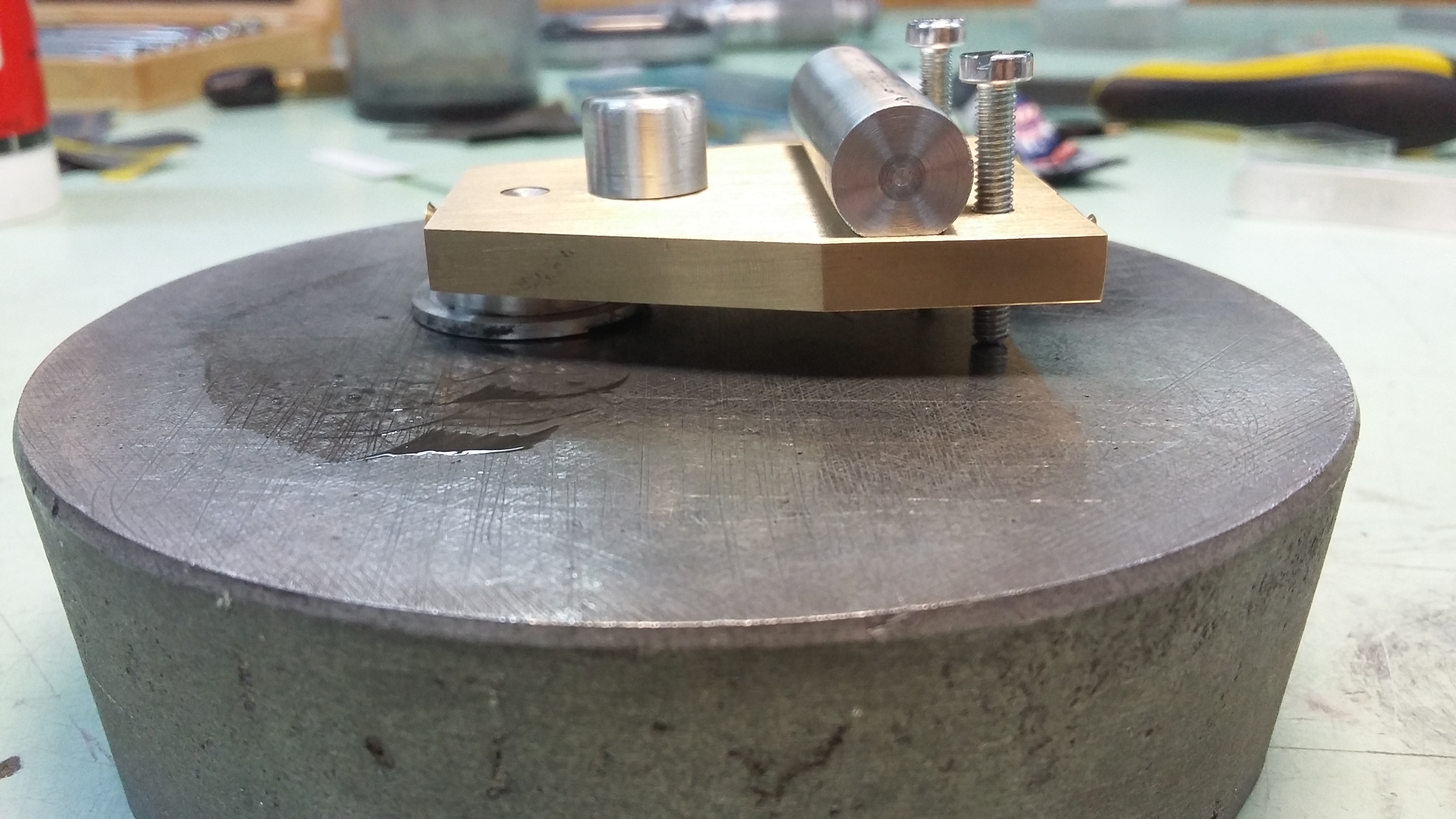
Cela permet de maintenir la pièce parallèlement à la surface de travail, ce qui implique que la pièce doit être plane, le tout afin d’obtenir un poli parfaitement homogène, ce qui est nécessaire pour un effet esthétique régulier tout au long de la pièce. Cependant, il est important que la pièce ait une taille modérée au maximum pour un travail précis et exact. En effet, si cette condition n’est pas respectée, la pièce risque fortement d’avoir un rendu non homogène, voire de perdre son parallélisme (entre ses deux faces) après travail. Un poli bloqué demande une parfaite maîtrise de la technique, qui est un symbole du très haut de gamme. En effet, la moindre erreur peut entraîner rayures et inégalité visibles et donc intolérables.
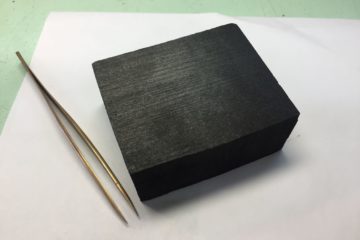
Il y a plusieurs étapes de travail nécessaires au poli bloqué. Tout d’abord il faut préparer la surface de travail, à savoir un bloc de zinc. Celui-ci doit présenter une surface plane mais aussi être « brute » ; nous devons y laisser figurer des rayures. Ensuite, nous appliquons une couche de pâte à diamant sur laquelle nous travaillerons la pièce. Enfin, nous réglons le tripode de sorte à ce que la pièce soit parfaitement parallèle à la surface de zinc. Nous effectuons ensuite le travail de la pièce. Il consiste à la frotter contre la surface, et à contrôler la précision du travail effectué.


{kind=link}